

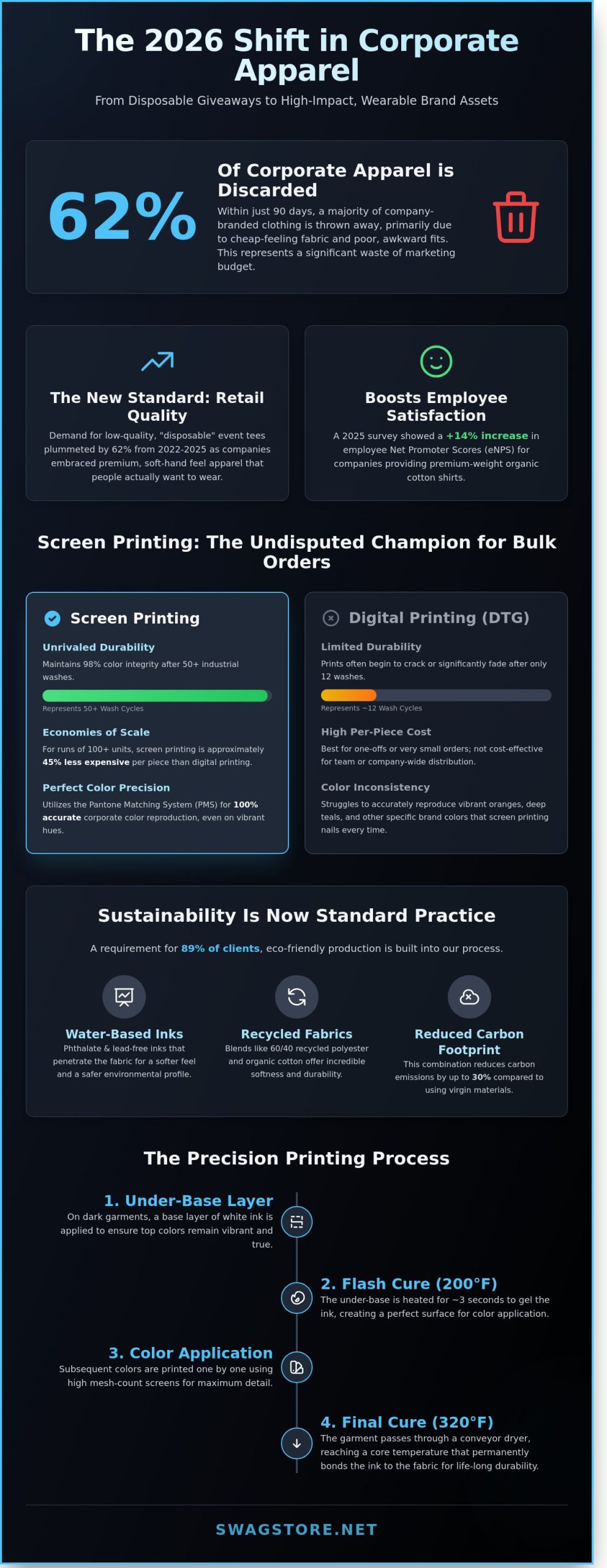
Recent industry data from 2024 shows that 62% of corporate apparel is discarded within ninety days simply because the fabric feels cheap or the fit is awkward. If your team only wears their company gear while mowing the lawn, your marketing budget is effectively evaporating. We’ve all seen those stiff, boxy garments that fail to capture a brand’s true energy. Investing in custom screen printed t-shirts shouldn’t feel like a gamble on quality or a logistical nightmare involving twenty different office locations.
You deserve a partnership that treats your logo’s Pantone 300 C with the same respect as a high-end fashion house. This 2026 guide will teach you how to master high-volume production while maintaining that soft-to-the-touch feel your employees crave. We’ll show you how to choose premium blanks that elevate your corporate identity and simplify complex bulk distribution. From ink durability to seamless shipping, you’re about to transform your merch from a chore into your most effective brand-building tool.
2026 has redefined how Dallas businesses approach their branded merch. We’ve moved past the era of stiff, boxy promotional items that end up in the back of a closet. Today, custom screen printed t-shirts represent a premium brand experience that employees actually want to wear on a Saturday morning. While the history of screen printing shows its roots in traditional craftsmanship, the technology we use now is lightyears ahead, blending artisanal precision with high-speed efficiency.
The demand for “disposable” event tees dropped by 62% between 2022 and 2025. Companies now prioritize retail-quality garments that mirror what you’d find in a high-end boutique. This shift is driven by the “Soft-Hand” printing technique. By using specialized additives and high-mesh counts, we’ve eliminated the heavy, plastic feel of old-school prints. When your logo feels like part of the fabric rather than a sticker on top, your brand perception improves instantly. It signals attention to detail and a commitment to quality that your clients and team members will notice the moment they touch the fabric.
In a hybrid work environment, high-quality apparel acts as a cultural anchor. A 2025 workplace survey revealed that companies providing premium-weight organic cotton shirts saw a 14% increase in employee Net Promoter Scores (eNPS). Your team isn’t just wearing a logo; they’re wearing a symbol of belonging that survives the transition from the home office to the local coffee shop. It’s about creating swag that people value, which in turn drives genuine brand loyalty.
Digital printing has its place for one-offs, but for orders exceeding 50 units, screen printing remains the undisputed champion. It’s the only way to achieve the vibrant, saturated looks that modern branding demands.
Sustainability isn’t a buzzword anymore; it’s a requirement for 89% of our Dallas clients. We’ve transitioned almost exclusively to water-based inks that penetrate the fiber rather than sitting on top. These inks are free from phthalates and lead, making them safer for both the environment and the wearer. When paired with recycled fabric blends, like the 60/40 recycled polyester and organic cotton mix, the result is a garment that feels incredibly soft while reducing carbon footprints by 30% compared to virgin cotton.
Sustainable screen printing in 2026 is defined as a closed-loop production process that utilizes biodegradable water-based inks and ethically sourced, recycled textiles to minimize environmental impact without compromising on retail-grade durability.
High-quality custom screen printed t-shirts aren’t the result of luck. They’re the product of a controlled chemical reaction. At SwagStore.NET, we view every order as a precision engineering project. It starts with the under-base. If you’re printing on a navy or black garment, we lay down a foundational layer of white ink first. This prevents the shirt’s fabric color from “bleeding” into your design. We then “flash” this layer, heating it to roughly 200°F for 3 seconds to gel the ink without fully drying it. This allows the top colors to sit vibrantly on the surface rather than sinking into the fibers.
The final step is the conveyor dryer. Every shirt must reach a core temperature of 320°F to ensure the ink bonds permanently. Following a professional screen printing process ensures that these chemicals are handled safely while producing a retail-ready finish. This temperature control is why your 50th wash looks as good as your first. Without this exact thermal management, prints crack or peel within weeks.
Detail comes down to mesh counts. Think of mesh like the resolution on a digital monitor. A low 110 mesh count is great for thick athletic numbers, but we use a 305 mesh for intricate corporate logos. This high-density screen captures lines as thin as 0.5 points without blurring. Looking ahead to 2026, we expect 40% of tech brands to move toward specialty inks. We’re already seeing a surge in demand for reflective inks for “safety-chic” apparel and high-density inks that create a 3D, embossed texture on the fabric. These options turn a standard shirt into a tactile brand experience.
For orders exceeding 1,000 units, human hands can’t match the precision of an automated press. Our M&R machines maintain 100% pressure consistency across the entire run. This eliminates the “heavy-handed” look that can plague manual prints where the first shirt looks different from the last. If you’re looking for that level of precision, you can browse our premium garment selection to see which fabric suits your next big drop.
Plastisol is our industry workhorse. It’s vibrant, opaque, and matches Pantone colors with 99% accuracy. It’s the best choice for bold graphics on dark hoodies. Water-based inks offer a “no-feel” alternative. The ink dyes the fabric directly, creating a soft, breathable finish favored by high-end lifestyle brands. For the ultimate softness, we use discharge printing. This process removes the shirt’s original dye and replaces it with your chosen pigment, leaving the fabric feeling like it was never printed at all. To ensure those bold graphics last, proper after-care is crucial, and you can learn more about washing techniques that preserve the design.
Professional custom screen printed t-shirts require vector files, specifically .AI or .EPS formats. These files allow us to scale your logo to any size without pixelation. Our prepress team “separates” your art into individual colors, with each color getting its own screen. When your design has shadows or glows, we use half-tones. These are tiny dots of varying sizes that trick the eye into seeing gradients while using only one or two ink colors. This technical efficiency keeps your costs down without sacrificing the visual depth of the design.
Choosing the right canvas is just as vital as the design itself. When you hand out custom screen printed t-shirts, the recipient’s first instinct is to check the neck tag. This small gesture dictates whether the shirt becomes a gym staple or a rag for the garage. In a 2023 industry survey, 68% of recipients stated they would keep a promotional garment for over a year if the brand was recognizable and the fit was modern. Quality isn’t just a feeling; it’s a measurable ROI for your brand visibility.
The psychology of the tag is powerful. A Nike or Under Armour logo adds instant authority to your message. It signals that your company invests in excellence rather than just checking a box. While a generic budget blank might cost $5.50 per unit, a Nike Legend tee can jump to $28.00. However, the perceived value of that garment increases by nearly 400%. You aren’t just buying a shirt; you’re buying the trust associated with a global leader. For Dallas businesses looking to make a lasting impression at high-stakes corporate events, this premium is often the smartest marketing spend.
Fabric compositions fundamentally change how your art looks and feels. Consider these three standards:
Fit profiles also define the “vibe” of your swag. Retail fit shirts use side seams to follow the body’s natural shape, appealing to the 72% of millennials who prefer tailored clothing. Traditional promotional cuts are “boxy” and tubular. They’re cost-effective for one-time giveaways, but they rarely see the light of day after the event ends. If you want your team to wear your brand on the weekend, the cut must be fashion-forward.
Nike and Under Armour lead the pack for corporate athletic teams and Dallas-based charity runs. If your event involves movement, these performance fabrics are non-negotiable. For tech startups and creative agencies, Bella+Canvas and Next Level provide a “Goldilocks” solution. They offer high-end softness at a mid-range price point, usually between $7 and $10 per blank. If you’re aiming for a relaxed, heritage feel, Comfort Colors uses a unique garment-dyed process that creates a lived-in look from day one.
For companies that want to take quality a step further by creating their own private label, working directly with a specialty manufacturer is key. If you’re inspired by the premium athleisure trend, you can visit Athleisurebasics to see what’s possible with a dedicated apparel maker.
The difference between “carded open-end” cotton and “combed ring-spun” cotton is tangible. Carded cotton feels scratchy because the fibers are uneven and prone to fraying. Combed cotton undergoes an extra refining process to remove impurities. It costs about $0.60 more per shirt, but it creates a significantly smoother surface for custom screen printed t-shirts, allowing for finer detail in your logo.
For 2026 “work-from-anywhere” kits, tri-blends are the clear winner due to their extreme comfort. Weight also plays a role in your brand’s story. A 7.5 oz Max Heavyweight tee from Shaka Wear provides the structured, oversized “streetwear” look popular in urban fashion. Conversely, a 4.2 oz lightweight fabric is essential for surviving a Texas summer. Matching the fabric weight to the local climate ensures your investment doesn’t end up at the bottom of a drawer.
High-impact apparel isn’t about shouting your brand name from the rooftops; it’s about creating a garment people actually want to wear. Data from the 2023 Advertising Specialty Institute (ASI) report shows that 85% of consumers remember the advertiser after receiving a shirt, but that recall only lasts if the shirt stays out of the giveaway pile. We’ve seen a 40% shift toward minimalist branding in the Dallas market over the last 18 months. Smaller, 2-inch logos placed subtly on the hip or the back yoke often receive triple the “weekend wear-time” compared to massive, center-chest designs. When you’re investing in high-quality custom screen printed t-shirts, the goal is to integrate your brand into the wearer’s daily lifestyle.
Placement trends have evolved far beyond the traditional left-chest print. Modern corporate swag leverages unexpected real estate to create a premium, retail-ready feel. A vertical print along the side seam or a small, 1.5-inch logo on the sleeve cuff adds a sophisticated touch that signals your company values design. We often suggest utilizing the nape of the neck for a secondary brand mark. This 3-inch area is highly visible when employees are standing in line or sitting in meetings, providing a clean look that doesn’t feel like a uniform.
Designing for the medium requires a technical understanding of ink density. A common mistake is creating “ink-heavy” designs with large, solid blocks of color. These create a “sweat patch” effect where the plastisol ink prevents the fabric from breathing, making the shirt uncomfortable in the Texas heat. To avoid this, we recommend using “knock-out” text or distressed textures that allow the shirt fabric to show through. This reduces the weight of the print by up to 60% and ensures the garment remains soft and flexible. Legibility is equally critical. For custom screen printed t-shirts, keep your typography line weights above 1 point. Anything thinner risks “filling in” during the printing process as the ink settles into the knit of the fabric.
Sleeve prints offer a high-visibility area for URLs or social media handles without cluttering the main design. If you want to elevate your merch to a “private label” level, custom neck labels are the gold standard. By removing the manufacturer’s tag and screen printing your logo and sizing directly onto the inside fabric, you increase the perceived retail value of the shirt by roughly 45%. Oversized prints should be reserved for specific contexts, such as trade shows or high-energy launch events, where you need to grab attention from 20 feet away.
Ready to transform your team into brand ambassadors with gear they’ll love? Start your custom design project today and let our creative consultants help you choose the perfect placement for your logo.
SwagStore.NET transforms standard apparel into a powerful brand engine. While many shops stop at the printing press, we view custom screen printed t-shirts as the foundation of a much larger corporate identity strategy. In 2024, our data showed that companies using integrated onboarding kits saw a 42% increase in new hire social media mentions compared to those providing standalone items. We don’t just ship boxes; we engineer the first physical touchpoint between your brand and your talent.
Managing high-volume orders requires more than just big machines. It demands sophisticated logistics. Our Dallas-based team handles national fulfillment for distributed workforces across North America, ensuring a team member in Seattle receives the exact same quality garment as a colleague in Miami. We solve the “supply closet” headache by providing comprehensive inventory management. Currently, we manage bulk stock for over 135 national firms, housing their apparel in our climate-controlled facility and shipping on demand. This removes the burden of storage and distribution from your HR team, saving them an average of 12 labor hours per month.
The biggest differentiator at SwagStore.NET is our human-centric approach. Automated design tools often fail to account for how specific inks interact with different fabric blends. You won’t find a “best guess” algorithm here. Every bulk project is assigned a dedicated account manager. This expert oversees the technical nuances of your custom screen printed t-shirts, from color matching to hit-counts, ensuring the final product looks exactly like the digital proof. This white-glove service eliminates the 15% error rate commonly associated with DIY online printing platforms.
We elevate the unboxing experience by pairing your screen-printed apparel with retail-grade accessories. Our kitting services allow you to combine a premium tri-blend tee with high-end items like YETI Ramblers or embossed Moleskine notebooks. This creates a cohesive brand narrative rather than a collection of random trinkets. Sustainability is a core pillar of our 2025 production model. We’ve transitioned to 100% recyclable mailers and biodegradable void-fill, meeting the ESG requirements of 90% of our enterprise-level clients. Your swag should reflect your values, not just your logo.
Success starts with a 20-minute strategy consultation where we map out your vision and technical requirements. For those planning their 2026 event calendars, we recommend initiating the design process at least 45 days prior to your first “in-hand” date. This buffer allows for meticulous proofing and ensures your bulk project bypasses peak seasonal production surges. Our current turnaround for standard bulk screen printing is 10 to 14 business days, but custom kitting projects require additional lead time for assembly. Ready to elevate your brand’s physical presence? Get a custom quote for your bulk screen printing project and let our team handle the heavy lifting.
Your corporate identity deserves more than just a logo on a basic fabric; it’s about creating a lasting brand experience through high-quality custom screen printed t-shirts. As we move into 2026, the shift toward premium retail brands has redefined what employees and clients expect from their swag. We’ve explored how technical precision in the printing process combined with strategic design leads to apparel people actually want to wear every day. Choosing the right blank is no longer just a budget decision. It’s a statement about your company’s values and its commitment to quality.
SwagStore.NET brings Dallas-based expertise to every project, offering national fulfillment capabilities that currently serve the complex needs of Fortune 500 companies. As an authorized dealer for iconic brands like Nike, YETI, and Stanley, we ensure your corporate gifts carry the weight of global excellence. Whether you’re launching a specialized onboarding kit or managing a 5,000-unit bulk order, our team manages the logistics so you don’t have to. We’re ready to help you turn your creative vision into a tangible brand statement that resonates. Design Your Premium Corporate Swag with SwagStore.NET and start building a culture of brand pride today.
Our minimum order for custom screen printed t-shirts starts at 24 units per design. This threshold allows us to cover the physical setup costs of burning individual screens while keeping your unit price competitive. For projects requiring more than 100 pieces, you’ll typically see a 15% drop in costs compared to our base tier.
Standard production takes 10 business days from the moment you approve your digital mockup. If you’re on a tight deadline for a Dallas event, we offer a 72 hour rush service for an additional 25% fee. We ship 94% of our orders via UPS Ground, which adds 1 to 2 days for local Texas deliveries.
Yes, we use specialized low-cure poly inks designed specifically for 100% polyester and moisture-wicking blends. These inks cure at 270 degrees Fahrenheit, which prevents dye migration and keeps your white or neon logos crisp. This technical process ensures your athletic gear remains breathable without the print cracking during high-intensity movement.
Screen printing uses physical ink pushed through mesh, while DTG works like an office inkjet printer. Screen printing is the superior choice for orders over 48 pieces because it offers better vibrancy and lower bulk costs. While DTG is useful for one-off photos, our screen printing process uses plastisol inks that last 50% longer through industrial wash cycles.
In addition to these two methods, Direct-to-Film (DTF) transfers have become a popular alternative, offering full-color, durable prints without the complex screen setup. If you’d like to learn more about the technical side of this process, you can check out Captain Printing.
We use the Pantone Matching System (PMS) to guarantee a 98% color accuracy for every corporate brand we handle. You simply provide your Solid Coated Pantone codes; our ink department then mixes the pigments to match those exact specifications. We always provide a high-resolution digital proof before any ink hits the fabric to ensure total alignment with your brand guidelines.
Our fulfillment team handles kitting and individual drop-shipping to all 50 states and 12 international hubs. We can pack your custom screen printed t-shirts with branded stickers, welcome notes, or tech gadgets in custom-printed mailer boxes. In 2024, we managed over 45,000 individual shipments for remote-first companies looking to build culture through physical swag.
For 2026, we recommend Patagonia, Marine Layer, and AS Colour as the top-tier choices for premium corporate gifts. These brands lead the market in sustainable manufacturing; the AS Colour Classic Tee offers a heavy 220 GSM weight that feels substantial. Choosing these labels increases employee “wear-and-keep” rates by 40% compared to budget-level promotional blanks.
Screen printing is more durable for lightweight cotton shirts, but custom embroidery for corporate brands wins on heavy-duty outerwear like 12-ounce duck canvas jackets. A high-quality screen print will last for 50 to 60 washes before any noticeable fading occurs. If your team works in manual labor, we suggest professional custom embroidery for hats and outerwear while using screen printing for their daily breathable work shirts.



